
Ultrasonic on-line inspection of plastic injection molding process
Ultrasonic on-line inspection of Plastic Injection Molding process
Zhao Peng, Zhejiang University professor
ã€Abstract】 A new method for on-line inspection of Plastic Injection molding process is proposed. The ultrasonic attenuation behavior of amorphous plastics (GPPS) and crystalline plastics (PP) during injection molding was studied using the reflection and transmission behavior of ultrasonic waves at the heterogeneous interface and the response characteristics to temperature and pressure, and the process parameters (mold temperature and (Pressure holding pressure) The effect of the ultrasonic attenuation of amorphous plastics. The experimental results show that the ultrasonic attenuation signal can accurately reflect the injection, cooling, shrinkage and crystallization process information of the plastic melt, and can be used for on-line inspection of the injection molding process.
The plastic injection molding process is a complex and dynamic change process. Plastics are melted and injected into a certain shape of the mold cavity. After cooling and solidification, the plastic melt is accompanied by rapid changes in temperature and pressure. It is of great significance to track and trace the evolution of plastic melt in actual processing. At present, the on-line detection technology of the forming process mainly relies on traditional means such as thermocouples, pressure sensors, etc. The traditional detection methods not only have a single function, a slow response time, a poor sensitivity and stability, but also do not reflect the true condition of the melt. Other on-line detection technologies, such as visualization, fluorescence, infrared and dielectric technologies, can only be used in special systems and equipment and are not suitable for industrial research. Ultrasonic wave as a kind of mechanical wave, with the advantages of easy installation of the probe, no damage to the test object, fast signal feedback, rich content, etc., has a very broad application prospect in the detection of polymer processing. In this paper, ultrasound is used as the research method to study the ultrasonic response law of plastic melt in the whole process of injection molding, and provide the theoretical basis for the optimization of product quality.
1 ultrasonic detection principle
Ultrasonic energy can propagate in an elastic medium at a certain speed and direction. When a heterogeneous interface with different acoustic impedance is encountered, reflection and transmission occurs. This phenomenon can be used for ultrasonic detection. The most commonly used detection method is the pulse reflection method. This method uses the same ultrasonic probe as a transmitter and receiver device. The schematic diagram of the detection of plastic melt in the mold cavity using the pulse reflection method is shown in FIG. 1 .
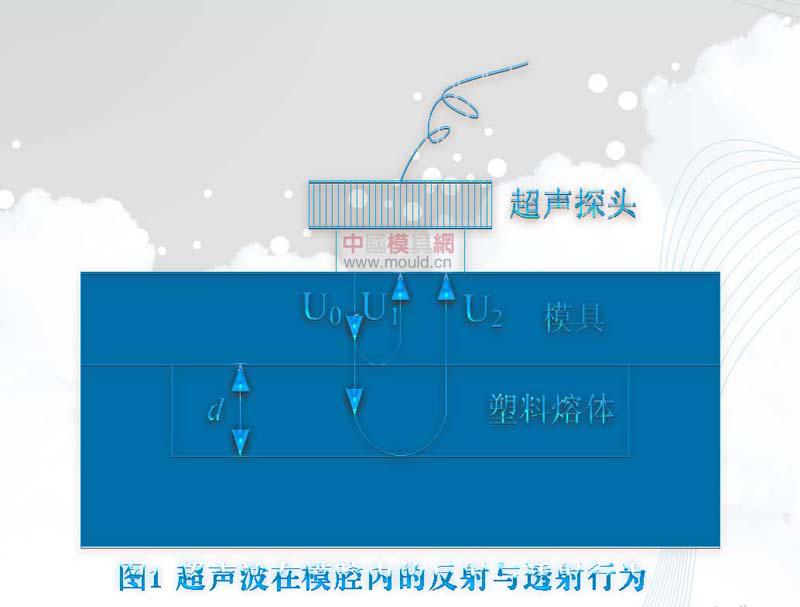
A part of the sound wave U0 emitted by the ultrasonic probe is reflected at the first steel/plastic interface, denoted U1, and part of it is transmitted through the plastic medium, reflecting at the second steel plastic interface and passing through the first steel/plastic interface. The signal is denoted U2. Assuming that the attenuation of sound waves in steel is 0, the acoustic pressure reflection coefficient of acoustic waves at the steel/plastic interface is r, the transmission coefficient is 1+r, and the attenuation of acoustic waves by plastic media is α. The sound pressures of U1 and U2 are shown in equations (1) and (2), respectively, and the negative sign indicates the opposite phase.
From the above equation, we can see that in the case of a certain interface reflection coefficient r, the size of the signal peak U2 is only related to α, and the attenuation information of the plastic melt can be known through the change of the signal peak U2 peak height, so that the plastic melt can be grasped in real time. Body status changes. When there is no plastic melt in the mold cavity or the plastic cures and shrinks out of the mold to create voids, the steel/plastic interface becomes a steel/air interface because the acoustic impedance of the steel is 46×105 g/cm2 more than the air's acoustic impedance 0.004×105 g/ With cm2 being several orders of magnitude, acoustic waves are reflected almost entirely at the interface, and the U2 signal disappears.
2 experimental methods and results
2.1 Experimental Methods
Material: Polypropylene (PP F401), Lanzhou Petrochemical Company and Polystyrene (GPPS PG-33), Zhenjiang Chimei Chemical Co., Ltd.; Injection Machine: HTL90-F5B, Ningbo Haitai Plastic Machinery Co., Ltd.; Mould: Rectangular box ( 160 mm×100 mm×30 mm) with an average thickness of 2.6 mm; mold temperature control unit: STM-910-W series dual-purpose water and oil, Shinyi Electric Machinery Co., Ltd.; Ultrasonic card: UT-2001, Shanghai Siqueke Information Technology Co., Ltd. The pressure sensor is located at the top of the mold cavity. The ultrasonic probe is installed outside the fixed mold. To ensure close contact with the mold, the probe is fixed with a spring. The oil is used as a coupling agent, and the pulse reflection method is used for detection. The detection gain is set to 30 dB.
2.2 Results and Discussion
2.2.1 Ultrasound Response of Amorphous Plastics
In this paper, amorphous plastic GPPS is studied to study the ultrasonic behavior of amorphous plastic during the injection molding process. The nozzle temperature of the injection machine was set to 210°C, the mold temperature was 30°C, the injection pressure and holding pressure were 3 MPa and 4 MPa, the injection stroke was 63 mm, and the injection time, pressure holding time, and cooling time were 5 s, 15 s, respectively. 7s. The curve of U2 signal peak height, cavity pressure and forming time during the injection molding process is shown in Figure 2.

As shown in Fig. 2, there are four different characteristic intervals of signal peak height with forming time. The first zone (0~8.1s) and the fourth zone (13.5~15.0s) correspond to injection and plastic shrinkage dephase respectively. In the second region (8.1~11.6s), the signal peak-to-peak value decreased, while in the third region (11.6~13.5s), the peak phenomenon appeared.
The larger the attenuation, the smaller the signal peak-to-peak value. The above phenomenon indicates that the attenuation effect first increases and then decreases in the second and third regions. In a viscoelastic medium, the friction between the particles due to the viscosity of the medium can lead to the loss of acoustic energy. Generally, the greater the viscosity of the medium is, the stronger the attenuation is. After 8.1 s, the plastic injection process ended. As the heat spreads, the melt viscosity gradually increases, so the peak height continues to drop between 8.1 and 11.6 s. As the cooling and solidification continue, the molecular chains gradually freeze, and the attenuation of the viscoelastic absorption of the ultrasonic signal weakens, resulting in a rise in the signal peak-to-peak value between 11.6 and 13.5 seconds.
2.2.2 Ultrasound Response of Crystalline Plastics
This article takes the crystalline plastic PP as the research object to study the ultrasonic behavior of the crystalline plastic in the injection molding process. The injection stroke of the injection machine is 68mm, and the pressure holding time and cooling time are 10s and 12s, respectively. The operating parameters of other injection machines are the same as those of section 2.2.1.
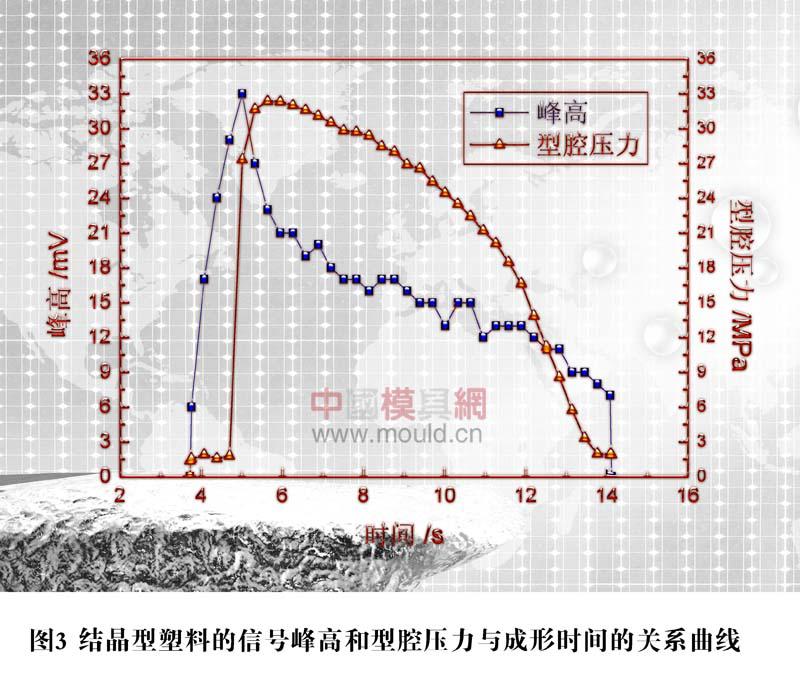
The curve of U2 signal peak height, cavity pressure and forming time during the injection molding process is shown in Figure 3. Between 5.0 and 6.6 s, due to the diffusion of heat, the melt viscosity gradually increased, and the signal peak height decreased rapidly. However, compared with Figure 2, there was a difference in ultrasound behavior after 6.6 s. In Figure 2, the peak value appeared to increase between 11.6 to 13.5 s, while the signal peak in Figure 3 showed a tendency to decline slowly. This is mainly because the amorphous plastic GPPS does not crystallize during cooling, and PP is a crystalline plastic. As the cooling proceeds, the precipitated crystal grains cause uneven propagation of the acoustic impedance of the propagation medium, resulting in attenuation and dispersion of acoustic waves. Attenuation counteracts the effect of diminishing viscoelastic absorption attenuation, resulting in a slow drop in signal peaks and peaks.
2.2.3 Influence of holding pressure on ultrasonic behavior
In the case of other process parameters in Section 2.2.1, the ultrasonic behavior of the amorphous plastic GPPS at holding pressures of 1 MPa, 2 MPa and 3 MPa was examined.

Figure 4 shows the relationship between the signal peak height and the forming time of the amorphous plastic GPPS at different holding pressures. As can be seen from the figure, the change trends of the ultrasonic signals under the three holding pressures during the injection phase (0~8.1s) are basically the same, because they have the same injection parameters. At the end of the injection phase, the density field of the plastic melt in the mold cavity becomes larger as the pressure holding pressure increases, and the shrinkage ratio during cooling and solidification becomes smaller, resulting in a longer time for the plastic melt to shrink and escape from the mold.
2.2.4 Effect of Mold Temperature on Ultrasonic Behavior
Fixing section 2.2.1 Other process parameters. The cooling temperature was used to change the mold temperature. The ultrasonic behavior of the amorphous plastic GPPS at a mold temperature of 30 oC and 60 oC, respectively, was examined. The relationship between letter and forming time at different mold temperatures is shown in Figure. 5 shows.
Peak height 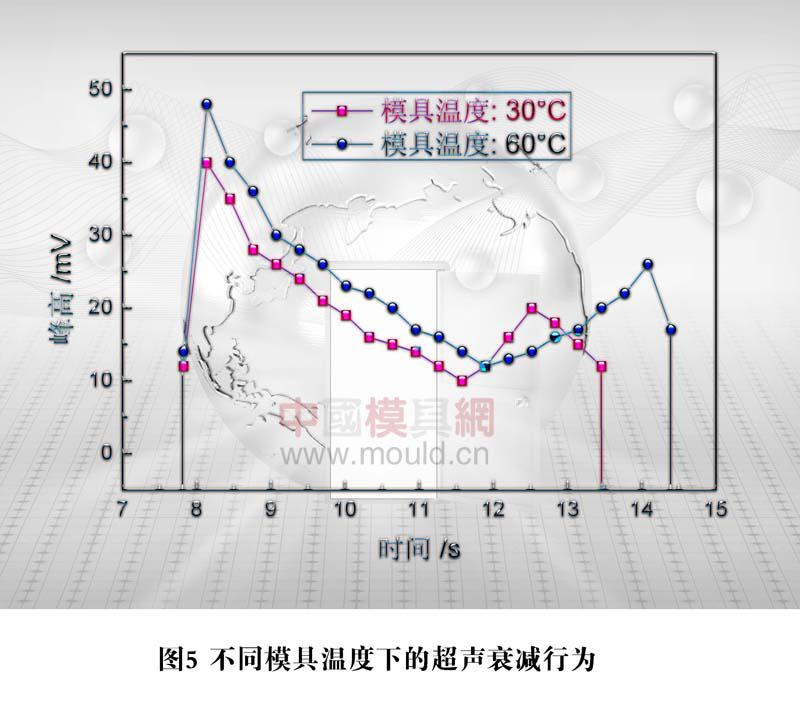
From Fig. 5, it can be seen that the peak height of the signal peak under two kinds of mold temperature conditions has experienced a process of increasing first, then decreasing, then increasing and then decreasing, but there are also some differences. In the period of 8.1~11.6s, the change trend of peak height is basically the same, but the attenuation of high mold temperature (60oC) is always smaller than the attenuation of low mold temperature (30oC) at the same moment, which is also due to the stickiness. In elastic media, the greater the viscosity is, the more severe the attenuation is. Under the same injection temperature, the viscosity of the melt in the high mold temperature cavity is lower than the melt viscosity in the mold temperature cavity at the same time. At the same time, the time required for the melt to change from viscoelastic to elastic at high mold temperatures is longer. Therefore, when the mold temperature is 30 oC, the peak height of the signal rises from 11.6 s, and the mold temperature is 60 oC. The peak height began to rise after 11.9s. In addition, due to the fast curing rate, articles with low mold temperatures begin to shrink before leaving the mold prior to completion of the curing process.
3 Conclusion
(1) Ultrasonic testing has the advantages of strong penetrating ability, high detection sensitivity, no harm to human body, and flexible use. In this paper, the entire process of injection molding is detected online by using the reflection and transmission behavior of ultrasonic waves at the heterogeneous interface and the response characteristics of temperature and pressure.
(2) The peak value of the ultrasonic signal of the amorphous plastic first decreases and then increases. When in the molten state, the viscoelasticity increases with the viscosity.

This article was welcomed by the Chinese Die Forum http:// first starting to see this paper and would like to discuss the friends. Come here to discuss technical issues!
Http://
Nowadays automation equipment is used widely. Automation parts or components play the important role in automation equipment.We can manufacture various high precision automation parts as customers' requirements. We have advanced production and measurement equipments. The torlerance can be 0.001mm. High precision with competitive price. Strict quality control. Short lead time. OEM orders are welcomed. Our main customers come from Europe, American, Japan etc
Injection Molding Parts,Injection Mould,Metal Machine,Customized Automation Parts
KUNSHAN YSL PRECISION MOULD CO.,LTD , https://www.yslprecisonmould.com